Как паять полипропиленовые трубы правильно
Содержание:
- Разводка труб в ванной: составление схемы и фото
- Как ремонтировать полипропилен в труднодоступных местах
- Пайка в недоступных местах
- Как запаять дырку в трубе
- Таблица расчета времени
- Ошибки во время пайки, способы, позволяющие их избежать
- Трубопроводы из полипропилена, их достоинства
- Основные правила пайки
- Ошибки, недопустимые при пайке труб
- Преимущество использования полипропиленового трубопровода
- Как паять полипропиленовые трубы
- Практический этап пайки и сборки водопровода
- Основные правила работы
- Порядок проведения работ
- Альтернатива сварке
Разводка труб в ванной: составление схемы и фото
Перед тем как просчитать разводку труб в ванной, нужно для начала выбрать места для расположения сантехники. Когда это будет готово, тогда уже следует приступать к разработке схемы разводки труб в ванной комнате.
Такая схема включает в себя места размещения всех соединительных элементов, кранов, счетчиков для воды и других элементов. Благодаря ей вы просчитаете количество отводов и соединений и поймете, куда лучше подключать предметы сантехники.
Стандартными составляющими схемы по разведке труб в ванной являются:
- счетчики на воду;
- запорно-регулирующие арматурные элементы;
- фильтры;
- фитинги;
- редуцирующие и обратные клапаны;
- подвод по направлению от стояка к сушилке;
- коллектор для канализации.
Когда вы определились с тем, где поставите сантехнику, то сможете в зависимости от их размеров, просчитать размеры и подводящих участков. После этого расчета и расчета количества дополнительных аксессуаров вы сможете подобрать и оптимальную разводку труб в ванной.
Как ремонтировать полипропилен в труднодоступных местах
Понадобится паяльник, или как его еще называют утюг с насадками. Существует мнение, что при ремонте трубопровода в труднодоступном месте снимается весь узел. Но можно заменить именно ту часть, которая имеет повреждения.
Работы с ПП не такие сложные, как кажется на первый взгляд. Но проблемы возникают, когда пайка труб происходит в труднодоступных местах. В них нет достаточного пространства. Здесь прибегают к различным хитростям.
- Поверхность необходимо обезжирить. Сделать это можно раствором. Тряпкой или салфеткой такой раствор наносится на поверхность. Затем, когда он подсыхает, можно переходить к следующим действиям.
- Паяльник необходимо разогреть заранее. Рабочая температура составляет 260 градусов. Хорошие приборы, которые дорого стоят, очень быстро достигают такой температуры. Буквально за пять минут. Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки.
- Когда инструмент разогрет, вставляется конец трубопровода и фитинга одновременно в насадки. После нагрева происходит их стыковка. Какое-то время нужно подождать, чтобы все «схватилось».
- Таким же образом спаиваем все остальное. Бывают ситуации, когда нет возможности нагреть оба края одновременно. Тогда берем внутренний фитинг, и нагреваем его подольше.
Бывает так, что необходимо заменить участок повреждения. Тогда его предварительно вырезают секаторами ножницами. Сделать это можно следующим образом:
- Перекрывается вода, которая подается на поврежденную территорию. Кран для перекрытия всегда есть. А в современных системах водоснабжения перекрывается каждый участок.
- Секаторами ровно, под углом 90 градусов срезаются повреждения.
Технология пайки электро муфтой
Способ применим для конструкций, диаметр которых начинается от 20 мм и выше. Перед началом проводятся подготовительные работы. Затем поверхность зачищается от жира и грязи и происходит непосредственно сварка.
Весь процесс состоит из этапов:
- Проверка оборудования. Перед началом работы проверяется исправность, чтобы неисправности не обнаружились во время сварочных работ.
- Подготовить все инструменты и рабочую площадь.
- Ровно отрезать концы. Обрезка концов трубопровода должна производиться строго под углом 90%.
- Свариваемые края трубопроводов должны быть обезжирены. Сделать это можно с помощью влажных безворсовых салфеток, уайт-спирита, растворителя. Перед свариванием необходимо дождаться пока обезжиривающее вещество испарится. Удалить необходимо и лишний оксидный слой, снять необходимые фаски.
- При сильной деформации, убирается овальность с краев. Делается это гидравлическими зажимами.
- Детали зажимаются в позиционере. Это придает им устойчивость. При охлаждении движение исключено, значит, обеспечено ровная спайка друг с другом.
- Сварка электро муфтой.
- Охлаждение сваренного.
- Снятие всех креплений и протирка от грязи. Возможно зачистка торчащих частей материала.
Переходная муфта американка
Придуманный в США классический фитинг с гайкой называется «американка». У него есть много преимуществ. Главное из них это, что для работы с ним не требуется много пространства. Поэтому на сложных участках при работе с полипропиленовой трубой используйте американку.
- Легко устанавливается, снимается, можно оперативно с ее помощью перекрывать участки для частичной замены.
- Обеспечивает хорошую герметичность.
- Возможна установка таких фитингов в труднодоступных местах.
У американок много разновидностей, они отличаются не только размером. Бывают фитинги с наружной, внутренней резьбой, смешанные. Могут быть изготовлены американки из разного материала. Такие изделия делаются из латуни, стали, других металлов. В одном изделии могут применяться разные металлы.
Изделия по назначению могут отличаться. Бывают муфты представляющие собой двухсторонний фитинг. Изготавливают тройники, крестовины, заглушки, переходники разного диаметра.
Пайка в недоступных местах
Во время сварки соединительных деталей и узлов в местах, доступ к которым затруднен, следует начинать процесс с самых проблемных участков. Для пайки в таких местах рекомендуется применять американку. Для этого потребуются:
- прибор для запайки (паяльник или утюг) с насадками (стержневым аппаратом или электромуфтой);
- ножницы-труборезы (опытные мастера обрезают элементы ножовкой или болгаркой, но после этого требуется хорошенько зачистить обрезанные края);
- зачистка, торцеватель или шейвер (для армированных труб из стекловолокна такой инструмент не нужен).
Также для монтажа будут нужны ключи (для завинчивания) и другие монтажные инструменты.
Монтаж и присоединение полипропиленовых труб
Независимо от того, какой паяльник будет использоваться, элементы соединяются через такие детали, как:
- муфты;
- шаровые краны;
- уголки 90 или 45 градусов;
- фитинги;
- резьбовые переходники;
- тройники и т. д.
Как запаять дырку в трубе
Во время ремонта могут возникнуть различные непредвиденные ситуации, например, трубопровод был случайно продырявлен. Эту проблему можно решить при условии, что отверстие получилось небольшим.
Первый вариант заделки конструкции подразумевает следующие действия. Сначала поверхность сушим и обезжириваем. Затем берем еще одну трубу того же производителя и разогреваем ее и образовавшуюся дырку. Далее отверстие запаиваем с помощью паяльника или подручных средств, например, горелки. Если труба армированная, фольгу нужно срезать. Но также можно установить муфту.
Второй вариант пайки дырки в цилиндрическом изделии из ПП представлен на видео ниже.
Таблица расчета времени
В этот период нельзя допускать перекосов. Комплектующие надо снять с насадок и зафиксировать не в дырку, а стык в стык. В первые секунды, когда изделия только получилось сварить, ещё можно скорректировать прямолинейность зоны спайки.
Спайка проходит так:
- Надо изучить правила эксплуатации оборудования.
- Прибор включить в электросеть и нагреть до определенного температурного режима.
- Изучить инструкцию, в которой написано, при какой температуре проводить паяние. Эта информация поможет предотвратить брак в работе.
- Обычно температура будет 260ᵒС. Отрезок трубы и фитинг надо вставить в насадки агрегата на строго определенное время нагрева.
- Их следует удерживать неподвижно. Вращать или сдавливать трубы, фитинги нельзя.
- Для полного застывания расплавленного пластика необходимо примерно 15 сек.
Пайку труб намного легче осуществлять вдвоем
Спаивание готово. В дальнейшем ошибки уже не исправить. После завершения работы трубопроводы прикрепляют к стенкам с помощью разного рода крепежей, которые создают неподвижность. Ниже приведена таблица времени спайки в зависимости от диаметра изделий.
| Диаметр | мм до метки | Разогрев | Охлаждение |
| 90 | 29-35 | 40 | 8 |
| 63 | 24-30 | 24 | 6 |
| 25 | 15-19 | 7 | 2 |
| 50 | 20-27 | 18 | 4 |
| 40 | 18-24 | 12 | 4 |
| 32 | 16-22 | 8 | 4 |
| 75 | 26-32 | 30 | 6 |
| 20 | 14-17 | 6 | 2 |
Таблицей пользоваться нужно обязательно, тогда монтаж пройдет безупречно. Если на поверхности насадок присутствуют следы пластика, надо разогреть агрегат, а потом убрать все лишнее тряпкой.
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Трубопроводы из полипропилена, их достоинства
Полипропиленовые трубопроводы пригодны для горячего и холодного водообеспечения, отопления. Изделия, с армированным слоем из фольги, стекловолокна или алюминия выдерживают температуру до 95 С, давление 20-25 атм. Применяются для внутреннего водопровода и отопления, в системе подачи ее от магистрали.
Изделия обладают достоинствами:
- долгий срок эксплуатации;
- выдерживают высокие физические нагрузки;
- не разрушаются от влаги, агрессивных жидкостей;
- легкие, что облегчает их монтаж;
- низкая теплопроводность не снижает температуру теплоносителя;
- не ухудшают вкус и химический состав жидкости;
- имеют невысокую стоимость.
Эти характеристики полипропиленового трубопровода делают его популярном в современном строительстве и при ремонте водопровода в жилом фонде.
Основные правила пайки
И вот мы подошли к самому главному, а именно как клеить или паять пластиковые изделия. Для выполнения такой задачи нужно выполнить следующие действия:
- Отмеряем необходимый участок трубы и отрезаем кусок;
- Стоит не забывать, что нужно оставить 2 см, которые нужно вплавить в фитинг;
- Далее устанавливаем насадку на устройство пайки;
- Включаем механизм нагревания;
- Ждем необходимой нам температуры. Скорость процесса зависит от показателей прибора.
- Стаскиваем фаску с наружной поверхности трубы;
- Выполняем зачистку шейвера алюминиевое армирование;
- Вставляем в насадку полиэтиленовое изделие в широкую часть, а на узкий конец одеваем фитинг;
- Когда устройство нагреется, необходимо выполнить стыкование деталей;
- Вот и получилось образование прочного соединения.
Ошибки, недопустимые при пайке труб
Основными ошибками бывают:
- недогрев или перегрев полипропилена;
- нарушение соосности стыкуемых деталей;
- нарушение процесса пайки;
- неправильный выбор материала или размера.
Если нагревать полипропилен больше положенного времени, возникает наплыв пластика внутри трубы, что уменьшает ее пропускную способность. При недостаточной температуре полипропиленовый стык получается непрочный и прослужит короткое время. Если оси стыкуемых заготовок не совпадают, появляется перекос трубопровода, что ухудшает его работу. При стыковой сварке материал стыкуемых поверхностей должен быть одинаковым, иначе прочность шва нарушается.
Пайка полипропиленовых труб – процесс непростой, но выполнимый. Важным моментом является выбор качественного материала, удобного и надежного паяльника. При проведении работ следует соблюдать меры безопасности, иметь защитную одежду и рукавицы, обязательно проветривать помещение.
Преимущество использования полипропиленового трубопровода
Пластик является надежным, прочным и безопасным материалом, который все чаще применяют для сооружения водопровода и систем отопления. Даже не зная, как соединить полипропиленовые трубы, можно быстро научиться этому несложному процессу с помощью небольших рекомендаций.
Дельные советы помогут не допустить распространенных ошибок и сделать всю работу идеально с первого раза. Многие специалисты используют различные виды полипропиленовых труб для организации отопления и других сантехнических работ. Этот материал обладает многочисленными привлекательными свойствами.
Прочность соединения
Сварка пластиковых элементов осуществляется с помощью специального инструмента, который разогревает детали до такого состояния, что их можно сплавить между собой. Полученный шов отличается невероятной прочностью и надежностью. Его можно сравнить с металлической сваркой. Такое соединение способно без труда выдержать 12 атмосфер, тогда как давление в водопроводных трубах обычно не превышает пяти атмосфер.
Длительный эксплуатационный срок
Многие производители труб из пластика дают гарантию на свою продукцию от четырех до шести десятилетий. На самом деле полипропилен способен прослужить гораздо дольше. Для этого необходимо соблюдать правила использования и регулярно делать осмотр системы и ее узлов.
Низкая стоимость
Нередко покупатели выбирают трубы из полипропилена из-за их приемлемой цены. Однако это не отражается на высоком качестве продукции. Специалисты утверждают, что данный материал по своим свойствам можно смело сравнить с медью, которая всегда считалась лучшим вариантом для изготовления труб.
Устойчивость к ржавчине
Пластик не ржавеет, не портится от элементов, содержащихся в воде и не повреждается от соприкосновения с жидкой средой.
Простой монтаж, который можно выполнить самостоятельно
Многих привлекает возможность установить полипропиленовые трубы самостоятельно. Для этого не нужно владеть специфическими навыками и многолетним опытом. Все элементы соединяются при помощи простых инструментов. Эта работа напоминает сборку конструктора. Проявив немного терпения и аккуратности, можно установить систему, которая прослужит несколько десятков лет.
Спайка «на весу»
Чистота внутренней поверхности
Благодаря тому, что внутри труба невероятно гладкая, на ней не оседает мусор и химические элементы, которые могут находиться в воде. Однако подобная проблема может возникнуть, если была неправильно сделана врезка в полипропиленовую трубу, имеется брак в пайке или наблюдается чрезмерный нагрев пластика.
Бесшумность
Пластиковые детали, в отличие от металлических труб, не издают никакого шума, а также не подвержены вибрации.
Прежде, чем заниматься монтажом водопроводной или отопительной системы, необходимо провести тщательную подготовку. Она заключается не только в тщательном выборе деталей и элементов, но и в грамотном планировании. Все работы должны проводиться аккуратно и с соблюдением необходимых мер безопасности. Монтаж пластиковых труб не является сложным процессом, поэтому с ним справится даже человек без опыта.
Как паять полипропиленовые трубы
Полиэтиленовые и полипропиленовые трубы постепенно вытесняют с рынка строительных материалов трубы из металла. Вызвано это полезными свойствами и качествами продукта:
- большим сроком службы (полипропиленовые трубы служат до 50 лет),
- низкой теплопроводностью и электропроводностью,
- высокими звукоизоляционными свойствами,
- устойчивостью к большому перепаду температур.
Не последнюю роль в популярности труб из полипропилена играют их высокая прочность, надежность и простота монтажа этого вида труб.
Первоначально эта продукция вообще не подвергалась пайке. Для соединения трубопроводов из полипропилена использовалась технология склеивания труб специальными клеями. Полипропиленовые трубы небольших диаметров внутри помещений в некоторых странах до сих пор соединяют при помощи специализированных клеев.
Но технология пайки полипропиленовых труб оказалась проще и надежнее. В данной статье рассмотрим, как паять полипропиленовые трубы своими руками.
Необходимые инструменты
- Маркер.
- Рулетка.
- Строительный уровень.
- Ножницы для резки полипропиленовых труб.
- Специальный паяльник для труб из полимерных материалов.
Большинство из этих инструментов известны каждому из тех, кто в той или иной мере связан со строительной индустрией. Вопросы могут возникнуть только по ножницам для резки полипропиленовых труб и паяльнику для сварки труб этого вида. Обычно они входят в единый комплект инструмента.
Ножницы для резки
Этот инструмент еще называется роликовым труборезом. Выпускается он чаще всего в двух модификациях:
- для труб с наружным диаметром 16 мм- 40 мм,
- для труб с наружным диаметром 16 мм- 110 мм.
Паяльник для пайки
Этот инструмент еще называют ручным сварочным аппаратом. Аппарат для соединения пластиковых труб – это нагревательный прибор, с подошвой, которая оборудована нагревательными элементами. Подошва обычно оснащена отверстиями с различными диаметрами, в которых закрепляют специальные насадки для пайки. Аппарат оборудован терморегулятором и индикаторами нагрева. Он имеет удобную рукоятку и специальную подставку для установки прибора на ровной поверхности. Включается и выключается он при помощи специальных дополнительных выключателей.
Паяльник для полипропиленовых труб выпускают:
- для полипропиленовых труб диаметром 16 — 50 мм с мощностью до 650 Вт,
- для труб диаметром 63 — 110 мм с мощностью до 1600 Вт.
В комплект аппарата входят так же соответствующие насадки и подставка.
Насадки парные и бывают различных диаметров. Они покрыты антипригарным покрытием, схожим с тем, что используются в покрытиях современных сковородок. Потому они нуждаются в особом уходе и специальной очистке.
Прежде чем то-то сделать, нужно внимательно изучить технологический процесс, прочитать все необходимые инструкции, научиться пользоваться инструментом.
В случае пайки труб, нужно помнить, что этот процесс – часть общего процесса пайки трубопровода. Потому работу начинают с разметки.
Разметка – самый сложный этап работы. Хорошо, если ее сделает специалист, который знаком с чертежами трубопровода, представляет его в целом.
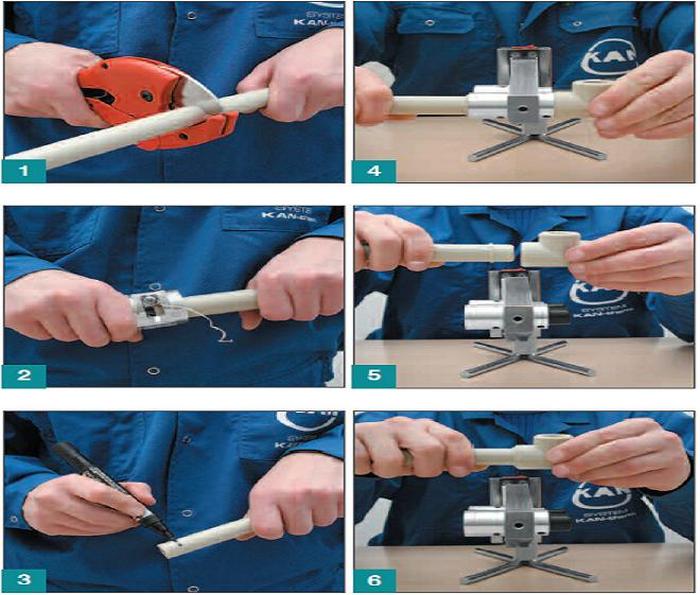
Трубы отрезают следующим образом. Отмеряют расстояние между фитингами, добавляют к этому расстоянию 30 мм. Затем аккуратно, под углом 90 градусов отрезают трубу при помощи специальных ножниц.
Далее надеваем фитинги на трубу, помечая глубину маркером на полипропиленовой трубе. Эта отметка будет поперечной. Продольная метка позволяет состыковать элементы трубопровода по осям.
- Прибор, естественно необходимо включить.
- В отверстие аппарата необходимо вставить насадку необходимого диаметра.
- При помощи терморегулятора нужно установить необходимую температуру пайки.
- Для полипропиленовых труб необходимо установить температуру — 260° С,
- Для полиэтиленовых труб необходимо установить температуру — 220° С,.
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.
Основные правила работы
Трубы из полипропилена соединяются между собой с помощью паяльника и специальных насадок. К ним относится дорн, плавящий раструб изнутри, и гильза для плавки поверхности снаружи.
Как правильно пользоваться паяльником:
- Перед тем как начать сварку ПНД или ПВХ изделий, на паяльник следует надеть нужные насадки в зависимости от вида предстоящих работ;
- Спаивание нужно проводить, соблюдая определенную температуру, обычно инструмент греется в течение 13-15 минут, это зависит от температуры окружающей среды (при жаре время пайки уменьшается, а при прохладном воздухе – увеличивается);
- При температуре ниже 0 градусов пайка полипропилена с применением паяльника запрещена;
- Готовность аппарата к сварке оповещается индикатором;
- Паяльник для работы должен быть хорошо разогретым, иначе материал не станет пластичным и не схватится;
- Но при этом нельзя допускать перегрева аппарата, иначе материал может слишком расплавиться и потерять свою форму;
- Во время процедуры пайки паяльник должен быть все время включен;
- После каждой сварки паяльник очищается в еще не остывшем состоянии брезентом или деревянными скребками.
Выполнять спайку труб нужно в перчатках
Паять пластиковые или полипропиленовые трубы нужно в помещениях с хорошей вентиляцией. Так как при их разогреве и плавке в воздух выделяются различные токсичные вещества, которые в определенном количестве негативным образом отражаются на здоровье человека.
Порядок проведения работ
Трубки из пластика имеют ещё одно преимущество — их можно устанавливать в любых местах: на чердачном помещении, под половым покрытием и внутри стен. Если пайка сделана правильно, то они не будут протекать на протяжении нескольких десятков лет.
Технология пайки паяльником пластиковых трубок состоит в том, что сначала нагревают концы двух трубопроводных изделий из полипропилена, а потом их крепко соединяют, вставив друг в друга.
Такая работа сварочным аппаратом, как сварка трубок из пластика, состоит из нескольких этапов:
сначала следует включить сварочный аппарат и нагреть его до температуры, равной 270 градусам по Цельсию.
При этом подготовленные куски трубопроводных элементов надо зачистить от шероховатости.
далее, все соединительные компоненты и трубопроводные элементы надо надеть на сварочную насадку утюга. Их соединение должно получится ровным.
Если подобные пластиковые изделия будут нагреваться в кривом положении, сварка трубопроводных элементов получится некачественной, что впоследствии приведёт к повреждению всей системы водо- и газоснабжения;
по прошествии нескольких секунд, когда концы фитинга и трубопроводных изделий полностью расплавились, их следует вынуть из насадки и соединить, подавая на трубу маленькое давление.
При этом фитинги и трубки должны быть установлены ровно. Их необходимо медленно вставить друг в друга.
В таком случае давление должно быть высоким, а детали сварки запрещено прокручивать по оси. В противном случае шов быстро разойдётся;
после того как произошла состыковка трубок, их следует подержать на протяжении нескольких минут в неподвижном положении. Когда шов будет холодным, соединение пластиковых трубопроводных изделий станет монолитным.
ПОСМОТРЕТЬ ВИДЕО
При установке любой трубопроводной системы следует использовать тройники, муфты и поворотные детали. Их надо нагревать следующим образом: трубопроводные изделия — снаружи, а соединительные детали — с внутренней стороны. В противном случае стыковка таких пластиковых изделий получится непрочной и на протяжении нескольких дней развалится.
Также для того чтобы правильно паять полипропилен, следует использовать алюминий. В этом случае делается пайка этого материала.
Пайка алюминия паяльником на дому считается непростым делом, так как после зачистки на поверхности металла образуется оксидная плёнка, которая и тормозит процесс. Однако такая плёнка становится тоньше и рвётся во время проведения сварочного процесса.
Когда делается пайка полипропиленовых труб своими руками, при применении трубопроводных элементов малых диаметров, надо сделать так, чтобы поверхность трубного шва пропускала воздушные потоки или воду.
При перегревании трубки её отверстие закупоривается. В связи с этим, после того как проведена пайка пластика и остыл шов, такую трубопроводную деталь надо проверить на проходимость. В этом случае в трубку надо налить немного воды.
Если пайку пластиковых трубок делают впервые, то следует подстраховаться: трубопроводные элементы, разводки и переходники необходимо купить с запасом.
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.

После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже
Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя


