Как сделать трубогиб своими руками
Содержание:
- Трубогиб со средним подвижным роликом
- Как устроен трубогиб
- Лучшие варианты самодельных трубогибов для профиля
- Как сделать самостоятельно станок для гибки труб
- Роликовые модификации
- Особенности гидравлических трубогибов
- Виды трубогибов
- Как сделать улитковый трубогиб?
- Разновидности трубогибных станков
- Рекомендации основанные на собственной практике
Трубогиб со средним подвижным роликом
Инструмент состоит из следующих деталей:
- Сварного корпуса, закрепляемого на ровной опоре или слесарном верстаке.
- Двух симметрично расположенных сменных роликов, профиль которых должен соответствовать внешним размерам заготовки.
- Среднего подвижного ролика, свободно вращающегося на оси.
- Направляющих.
- Ручного привода подвижного ролика. В качестве такого привода может быть, например, цепная или зубчатая передача.
- Рукоятки с рычагом.
Самым ответственным моментом является профилирование подвижного ролика трубогиба. Радиус закругления при переходе от боковой части стенки к торцевой (касается прямоугольных труб) должен быть на 0,2…0,5 мм больше, чем соответствующий параметр для заготовки. Если он больше – изгиб переходит в свободный с недопустимым искажением формы исходного сечения. Если меньше – происходит защемление участка сгиба, что увеличивает прикладываемое усилие и способствует складкообразованию.
При проектировании формы роликов важно помнить, что гибка должна выполняться в направлении минимального размера сечения, тогда изгибающий момент и, следовательно, энергозатраты снижаются. С этой же целью все оси вращения роликов трубогиба стоит изготовить с подшипниками.
Как устроен трубогиб
Металлопрокат, согнутый под определённым углом, необходим во многих конструкциях. В их числе:
- инженерные коммуникации в жилых домах: водопровод, канализация, вентиляция;
- ограждения по периметру участка;
- мебель домашняя и садовая;
- теплицы;
- беседки и навесы.
Сложные металлические конструкции требуют использования сгонов или трубогиба
Согнуть можно любой металлопрокат, главное – использовать правильный инструмент для этой цели. Придавать необходимую форму можно не только стальным конструкциям, сгибанию поддаются металлопластик, медь, алюминий.
Чтобы грамотно использовать инструмент, необходимо внимательно изучить советы профессионалов на видео. Трубогиб своими руками для профильной трубы может быть изготовлен в простом, ручном варианте или с использованием гидравлики.
Считается, что профильный материал труднее поддается сгибанию
Гидравлические устройства быстро и качественно согнут любые металлические детали.
Обычный, фронтальный трубогиб состоит из следующих элементов:
- трёх металлических валов;
- цепи привода;
- вращающейся оси;
- поворотного механизма;
- рамы из металлического профиля.
Схема ручного устройства
Иногда валы делают из дерева или пластика, но стоит принять во внимание, что подобные ролики справятся не с любой трубой. Если не рассчитать сопротивление материала, валы могут просто разрушиться
Лучшие варианты самодельных трубогибов для профиля
Преимущество трубогиба – расширенный диапазон действия. Да, целевое назначение – согнуть трубу. Но радиус может быть любым, но главное, он будет плавным. Гнуть можно профиль любого типоразмера, если чертежи трубогиба позволяет «пропускать» его через рабочий сдавливающий механизм. При этом следует различать, что есть ручные приспособления, станки, оснащенные механическим или электрическим приводом. Каждый тип имеет ряд особенностей. Отличается стоимость, затраты на сборку, что также имеет значение.
Ручной трубогиб
Смонтировать такой трубогиб своими руками проще всего. Количество механических узлов минимально. Чтобы разработать чертеж не нужно производить сложные расчеты. Единственный минус – такая установка подойдет для профильной трубы малого сечения. Зато для людей, у которых металлообработка – хобби, это устройство подойдет, как нельзя больше. А состоит оно из следующих узлов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- рукоятка подачи.
Принцип действия аналогичен тому, по которому работают прокатные станы. Все комплектующие изготавливают из стали высокой марки. Если использовать, скажем, деревянные, полимерные или пластиковые ролики, такой трубогиб профильных труб подойдет только для самого малого сечения. Чем надежней и прочнее устройство, тем толще может быть прокат.
Механизированное мощное устройство
Чтобы работа шла быстрее, и можно было гнуть толстостенный профиль, придется сделать трубогиб с механическим приводом, который бы работал по принципу понижающего редуктора. Тогда при небольшом усилии на рычаг, можно добиться большого давления валиков. Это значительно ускорит и облегчит процесс. Еще один вариант – оснащение устройства электродвигателем в шестернями. Цепная передача неприхотлива, проста в обслуживании, надежна и долговечна. Комплектующими такого станка является:
- рама, сваренная из швеллеров или двутавров;
- два металлических прокатных ролика;
- три передаточных шестеренки;
- цепь металлическую;
- редуктор и электродвигатель 960 – 1500 об./мин.
Цепь – единственный элемент, который нуждается в периодическом обслуживании. ТО заключается в смазывании. Некоторые схемы и чертежи предусматривают натяжной механизм, которые не позволит звеньям спасть с шестеренок в результате растягивания и провисания.
Гидравлический вариант трубогиба
Такой самодельный изгибочный станок отличается повышенной мощностью, что увеличивает диапазон возможностей. В качестве гидроцилиндра можно использовать обычный автомобильный домкрат, подобрав его по грузоподъемности и размерам. Причем при такой комплектации сгибают даже те трубы, которые не поддаются станку с электрическим приводом. Перечень деталей и узлов, необходимых для сборки, включает:
- три отрезка широкого швеллера;
- три отрезка узкого швеллера;
- петлевой замок;
- три ролика, установленных на подшипниковые узлы;
- рукоятка подачи с переходной втулкой;
- автомобильный домкрат.
Если в конструкциях, описанных ранее, регулировка производится при помощи ходового винта, то здесь есть плавающий швелерс роликом, который меняет положение за счет гидростойки. Собрать такое приспособление проще, чем те, о которых шла речь раньше. Собрав трубогиб для профильной трубы своими руками по чертежам, вы сможете прямо на даче изготовить, скажем, арки для парника или теплицы.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.. Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Роликовые модификации
Усовершенствованный трубогиб своими руками, фото которого представлено ниже, изготовлен с использованием прижимных металлических или полиуретановых роликов. Для мягкого материала допускается участие деревянных элементов.
От дистанции между роликами зависят характеристики приспособления. Большее расстояние способствует уменьшению прикладываемых усилий при прогоне и сгибании. Однако в подобной конструкции образуется минимальный рабочий радиус, вследствие чего некоторая часть обрабатываемого изделия не подвержено сгибанию.

Фабричным или самодельным роликам альтернативой станут подшипники. При этом прижимной элемент заклинивается принудительно, во избежание его прокручивания. Ручной трубогиб для профильной трубы своими руками реально универсализировать, если на проектном этапе предусмотреть монтаж роликов сбоку в нескольких позициях. На боковинах закрепляются стальные фиксирующие планки, удерживающие заготовку перпендикулярно роликовым осям.
Специальный прижимной винт предназначается для фиксации роликового элемента. Плавными затягиваниями данного механизма, сгибаемую трубу прокатываем сквозь приспособление. Производя манипуляцию, на каждой половине оборота фиксатора проделывается прогон трубного материала.

Создание агрегата на примере
Далее изучим, как сделать удобный и практичный трубогиб для профильной трубы своими руками, на конкретном примере. Предварительно просмотрев чертежи и фотографии, приступаем непосредственно к производственному процессу. Один из важнейших элементов – это валы для трубогиба, а вернее, их подбор и подгонка. При необходимости, прижимной винт заменяется домкратом.
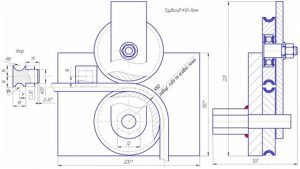
Схема роликового трубогиба
Дальнейшие манипуляции того, из чего и как сделать трубогиб для профильной трубы своими руками, заключаются в таких этапах:
- Приобретаются подшипники (желательно опорные с самоцентрированием) и пара шестеренок;
- В токарном цехе вытачиваются валы по чертежам или эскизам;
- После примерки, шестеренчатые элементы разрабатываемого трубогиба для профильной трубы своими руками, фиксируются шпонкой;
- В кольцах-ограничителях просверливаются отверстия, нарезаются стопорные резьбы;
- Проделываются пазы под фиксирующую шпонку;
- Проводится аналогичная манипуляция для обустройства узла крепления подшипников;
- Полку швеллера в месте установки домкрата можно отпилить, чтобы она не препятствовала монтажу;
- Далее при помощи сварки собирается основа агрегата, привариваются ножки;
- Устанавливается и фиксируется контргайкой прижимной валик;
- Основа подвешивается на пружинный механизм, упор вверху желательно закрепить на болтах. Это позволит демонтировать вал при необходимости;
- Затем практически готовый трубогиб своими руками для профильной трубы оснащается нижними опорными валиками;
- Изготавливается приспособление для натяжки цепи (можно использовать магнитный уголок);
- Прикручиваются звезды, устанавливаются шпонки и натяжитель;
- Затем монтируется вращательная рукоятка, устанавливается домкрат, фиксируемый парой приваренных болтов на площадке.

Сконструированные трубогибы для профильной трубы своими руками отлично проявили себя в хозяйстве. Качество изгиба получается не хуже, чем на заводском станке. Придать товарный вид и предотвратить коррозию, позволит окрашивание агрегата или, как вариант, покрытие специальным составом.

Особенности гидравлических трубогибов
Трубогиб гидравлический сделанный своими руками по своим эскизам или чертежам, или взятых с интернета, является специальным приспособлением, используя которое можно сгибать трубы или прокат под разными углами изгиба, начиная от 0 и заканчивая 180⁰.
Хороший гидравлический трубогиб можно купить в магазинах, а можно попробовать сделать своими руками, который по качеству функционирования ничем не будет уступать заводским изделиям.
А поскольку для самостоятельного изготовления используются подручные средства и материалы, то стоимость такой гибочной конструкции будет значительно дешевле серийных устройств. А финансовая сторона при изготовлении такого устройства, согласитесь, для большинства из нас, имеет большое значение. Учитывая это, многие умельцы своими руками изготавливают универсальные конструкции, с помощью которых легко и качественно изгибаются профильные и круглые трубы с любым радиусом изгиба. А помогает им интернет, где можно выбрать не только понравившийся гидравлический трубогиб для изготовления своими руками, но и посмотреть готовые чертежи, видео, послушать или прочитать советы опытных мастеров.
Среди фабричных аналогов, большой популярностью пользуется гидравлический ручной трубогиб stalex, при помощи которого легко сгибаются металлопластиковые трубы, а также металлические изделия. С таким инструментом удобно работать профессионалам, поскольку гнуть трубы можно непосредственно на стройплощадке, причем очень плавно и аккуратно. Конструкция ручного трубогиба серийного производства такова, что при его использовании полностью исключается сплющивание или излом.
Особенности:
- создает усилие, которое равняется 12 тоннам;
- снабжен гидравлическим приводом;
- оснащен комплектом сменных башмаков;
- может функционировать в горизонтальном или вертикальном положении;
- обеспечен автоматическим возвратом ползуна;
- при работе задействован весь рабочий ход цилиндра;
- радиус изгиба регулируется вертикальными или горизонтальными опорами (в зависимости от модели).
Виды трубогибов
С помощью ручного трубогиба можно сгибать кольца и дуги. Подобный аппарат весит относительно немного (порядка 65 кг), благодаря чему его можно транспортировать к месту работ при небольших металлоконструкциях (тех же теплицах, воротах, навесах). Вот основные характеристики материалов, которые могут обрабатываться ручным приспособлением: круглая труба с сечением 3 сантиметра, квадратная – 4х4 сантиметра, прут – 1,6 сантиметра, полоска – 4х1 сантиметр и, наконец, квадрат – 1,6х1,6 сантиметра.
Благодаря разного рода оправкам, диапазон обрабатываемых изделий может быть расширен, а трубогиб, в свою очередь, может быть превращен в профилегиб. Стоимость ручного инструмента такова, что его можно приобрести либо изготовить собственноручно даже для незначительных производств.
Что же касается электрических трубогибов, то их используют в промышленных масштабах при работе с изделиями различного сечения. Подобные агрегаты очень производительны, что обуславливается, в первую очередь, дополнительными функциями, среди которых вращение вальцов сразу в двух направлениях, применение ножных педалей, регулировка при помощи панели управления.
К возможностям электрических трубогибов можно отнести гибку дуг из квадратных (8х4 сантиметра) и круглых (3 сантиметра) труб. С целью соответствия конфигурации сечения и диаметру изделий приборы оборудуются специальными сменными оправками под каждый конкретный случай.
Более современным считается гидравлический ручной трубогиб, сила которого такова, что позволяет обрабатывать достаточно крупные изделия из стали. Именно такой вариант желательно использовать для водо- или газопроводов. У данного трубогиба привод оборудуется специальной гидравлической установкой, которая и отличает его от обычного прибора (труд оператора заметно облегчается).
Гидравлические приспособления могут быть сразу нескольких типов и могут применяться для различных труб и арматур. Так, переносной трубогиб (ТПГ) может применяться для цельных стальных труб, а также для круглого проката (речь идет о бульдозерном методе, когда трубы не заполняются песком или другими наполнителями). Существует также ручной агрегат (РГУ), с помощью которого изгибают водо- и газопроводные трубы, арматуру или, опять же, стальной прокат.
Как сделать улитковый трубогиб?
Самостоятельное изготовление улиткового трубогиба может показаться сложным. В действительности, это устройство собрать не труднее, чем роликовый трубогиб. Процесс отличается только используемыми деталями и временем сборки.
Улитковый трубогиб позволяет выгибать профиль по всей длине сразу, а не только в одном месте. За это свойство он получил популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый роликовый трубогиб не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, то предложенные материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба понадобятся:
- Швеллер – 1 метр.
- Листовое железо.
- Три вала.
- Две звездочки.
- Металлическая цепь.
- Шесть подшипников.
- Металлическая 0,5-дюймовая труба для изготовления воротов – 2 метра.
- Втулка с внутренней резьбой.
- Прижимной винт.
Особенное внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звёздочки можно взять от старых велосипедов, но они должны быть абсолютно одинаковые по размерам
Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, ведь на них будут приходиться высокие нагрузки при работе
Перед выбором и покупкой всех материалов нужно нарисовать чертеж со схематичным изображением всех элементов конструкции, чтобы не докупать их в процессе изготовления трубогиба.
Процесс сборки улиткового трубогиба
Сборка любого оборудования начинается с составления чертежной схемы.
После этого можно приступать к основным рабочим процессам, которые продемонстрированы в фотоинструкции:
- Сварить основание инструмента из двух параллельно расположенных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Одеть на валы подшипники и приварить две таких конструкции к основанию. Желательно ограничить валы металлическими планками или расположить их во внутренней полости швеллеров.
- Одеть звездочки и приварить их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие прижимного механизма.
- Одеть подшипники на прижимной вал и собрать конструкцию пресса с боковыми ограничителями из планок или швеллеров.
- Сделать основание для втулки и приварить её к пластине. Вкрутить прижимной винт.
- Приварить к верхнему краю прижимного винта и к ведущему валу ворот из труб.
- Смазать подшипники машинным маслом.
Несколько полезных советов:
Галерея изображений
Фото из
Сваривание двух швеллеров между собой
Приваривание вала к основанию трубогиба
Одевание цепи на звездочки
Приваривание вертикальной направляющей планки
Сборка прижимного вала из швеллера
Приваривание резьбовой втулки к пластине
Вороты на винте и ведущем валике
Улитковый трубогиб в работе
После сборки трубогиба и его испытаний можно покрасить конструкцию антикоррозийной краской для лучшей сохранности сварочных швов. Чтобы повысить удобство работы, к направляющим дополнительно прикрепляется пружина для возврата пресса в верхнее положение.
Разновидности трубогибных станков
В зависимости от привода, передающего усилие на профильный металл, различают три разновидности трубогибов:
- механические (давление создается вручную с помощью центрального винта или рычага);
- гидравлические (используется гидравлический домкрат);
- электрические (сгибающее усилие создает электродвигатель);
- электрогидравлические (гидроцилиндр приводится в действие электродвигателем).
 Точечный механический трубогиб
Точечный механический трубогиб
 Механический прокатный профилегиб (винт создает давление на профиль, протяжка выполняется с помощью центрального вала и рукоятки)
Механический прокатный профилегиб (винт создает давление на профиль, протяжка выполняется с помощью центрального вала и рукоятки)
Следует отметить, что прокатный трубогиб с ручной протяжкой профиля рассчитан на трубу небольшого сечения (максимум 40х40 мм). Крупный профиль протянуть вручную невозможно. Для его сгибания используют мощные станки с электрическим протяжным механизмом.
 Ручной прокатный гибочный станок (протяжку выполняют крайние вальцы, приводимые в движение рукояткой и цепью, а давление создает винт и центральный вал)
Ручной прокатный гибочный станок (протяжку выполняют крайние вальцы, приводимые в движение рукояткой и цепью, а давление создает винт и центральный вал)
Видео про устройство станка с электродвигателем:
https://youtube.com/watch?v=5AzZBrsIabs
Рекомендации основанные на собственной практике
-
Чтобы загнуть партию труб с минимальной погрешностью, целесообразно использовать риску -отметку как приблизительный визуальный ориентир и дополнительно подсчитывать количество поворотов (качков) домкрата и количество протяжек трубы в каждую сторону. Точность вырастает в разы!
-
Выполняйте гибку с малым углом и в несколько проходов. Иначе трубогиб заминает железо. Да и физически крутить очень тяжело.
-
Погрешности радиусов полученные при гибке можно устранить при сборке самой теплицы. На этапе монтажа поперечных ребер жесткости помощник берет рычаг и поджимает дугу. Вы прихватываете на сварку.
-
Не увлекайтесь и не перегибайте! Разгибать трубу с которой перестарались — занятие очень неблагодарное. Лучше не полениться и лишний раз свериться с шаблоном или отметкой.
-
Очень упрощает работу периодическое впрыскивание смазки, в нашем случае использовалась обычная силиконовая, а когда баллон закончился, то WD-40.


