Сверло под конфирмат: виды, критерии выбора, особенности конструкции, технологии использования
Содержание:
Выбор подходящего сверла
При выборе сверла под евровинт мебельный нужно обращать внимание в первую очередь:
- на размеры;
- на производителя;
- на стоимость.
В продаже много китайской продукции. Она, как правило, обладает очень привлекательной ценой, но качество оставляет желать лучшего. Отсутствие надежности обычно объясняется следующим:
- применяемая сталь не подходит для условий работы;
- материал неправильно обработан.
Производители из Поднебесной часто используют любую инструментальную сталь. В итоге твердость быстро снижается, и сверло затупляется. При работе мастеру приходится увеличивать силу нажатия. Материал при этом часто разрушается, крошится.
Если термическая обработка сверла проведена неправильно, оно будет подвержено изгибам. Проявляется это обычно, когда нужно последовательно сделать несколько отверстий.
Гораздо более надежными являются российские сверла под конфирмат, сделанные:
- ООО «Тульский Инструментальный Завод»;
- ООО «БСИ-инструмент».
Из иностранных подойдут, например:
Зарубежная продукция дороже как минимум в два раза
Важно при покупке сразу определить некоторые характеристики:
- Размер гладкой части конфирмата и глубина посадочной части сверла должны быть одинаковыми.
- Желательно, чтобы шероховатостей на перьях было как можно меньше.
- Часть упора для зенковки — под углом 45°, переход к резьбе — плавный.
- Качество отверстий при неразборной и разборной конструкции — одинаковое. Однако последний вариант — удобнее. Он подойдет в разных случаях, так как конфирмат бывает разным.
Для работы подойдет только инструмент с высокой мощностью. Евровинты можно закрутить и «по дедовскому методу», описанному в начале статьи. Однако это потребует значительно больше усилий, времени и мастерства. Поэтому многие останавливают свой выбор на конфирматных сверлах. Из многообразия товаров всегда есть возможность выбрать что-то подходящее.
В последнее время распространённым мебельным креплением стал винт-конфирмат, или как его часто называют, евровинт. Это простой, но довольно надёжный вид крепежа, который позволяет существенно ускорить процесс сборки мебели. Однако несмотря на простоту, в работе с евровинтами существуют определённые тонкости, касающиеся подготовки отверстий для них.
Заглушки
Для эстетичного вида собранной мебели шляпки крепежа можно скрыть заглушками. Их применяют для создания завершенного вида, они несут чисто декоративную функцию. Заглушки могут использоваться и для сокрытия небольших дефектов при сборке, особенно на лицевых, фасадных сторонах мебели.
Выделяют следующие разновидности заглушек:
- Самоклеящиеся. Используются в случае, когда необходимо скрыть шуруп с прямой головкой. Мастера тогда подбирают элемент декора подходящего цветового оттенка.
- Пластиковые. Устанавливаются на шурупы любого вида.
- Деревянные. Они дороже и предназначены для элитной мебели из массива дерева, могут требовать окраски под цвет.
По форме пластиковые заглушки могут быть круглыми с различным диаметром или многоугольными (чаще применяются квадратные или прямоугольные). Цветовых решений подобных элементов очень много
При их изготовлении принимаются во внимание основные варианты расцветок ЛДСП, МДФ. Стоимость всех разновидностей пластиковых заглушек практически одинакова, в магазинах они предлагаются в упаковках по 10 штук
Могут иметь разный диаметр шляпки и подбираются по вкусу. Держатся эти элементы на шестигранном выступе, имеющемся у еврошурупа
Очень важно, чтобы заглушка крепилась на конфирмате с некоторым усилием, тогда она будет надежно зафиксирована и не отпадет
Самоклеящийся декор является наиболее универсальным вариантом заглушки, его создают из меламина, покрытого тонким клеевым раствором. Форма аналогична пластиковой. Достоинством такого элемента является его толщина (0,3 мм), он не выделяется на общем фоне и практически незаметен, его удобно ставить. Мебельные салоны предпочитают использовать именно такие детали для маскировки конфирматов. Минусом можно назвать то, что перед тем как поставить заглушку на место, предварительно нужно обезжирить поверхность, иначе со временем элемент может просто отвалиться. Предлагаются в упаковках по 50 штук.
Как просверлить отверстие под размещение конфирмата
Конфирмат вворачивается в предварительно подготовленное отверстие, поэтому вопрос о том, как сверлить такое отверстие, достаточно актуален. Для этого потребуются следующие инструменты и материалы:
- шуруповерт или электрическая дрель;
- бита соответствующего размера;
- сверло для конфирмата;
- измерительный инструмент, в качестве которого может быть использована линейка (или строительная рулетка);
- карандаш;
- шило.
Для облегчения разметки и выдерживания строго перпендикулярного положения сверла используют шаблон для сверления отверстий под конфирмат
Размеры отверстия под еврошуруп
Для сборки мебели обычно используются еврошурупы, размеры которых составляют 6,4х50 мм. Для выполнения отверстий под такой конфирмат, наружный диаметр резьбы которого составляет 6,4 мм, а размер поперечного сечения тела винта – 4,4 мм, используется сверло с диаметром 4,5–5 мм. Сверление отверстий под конфирмат данного типа следует выполнять на глубину не менее 50 мм. Если диаметр отверстия будет больше указанного значения, то евровинт просто не будет держаться, если меньше – может разорвать мебельный элемент, в который вкручивается.

Ступенчатое сверло подбирается исходя из размеров конкретной модели евровинта
Сверло, при помощи которого делают отверстия для конфирмата, должно быть оснащено специальной рабочей головкой. Она, с одной стороны, подготавливает расширенное отверстие под шейку винта, с другой – проводит зенковку места, где будет размещаться его шляпка. Для размещения конфирмата сверло можно использовать и обычное, но в таком случае необходимо подготовить места для шейки крепежа и его шляпки.
Разметка мест сверления
Надежность и качество соединения, выполняемого при помощи конфирматов, во многом зависят от точности разметки будущих отверстий для них. На элементе, который будет накладываться на торец другого элемента мебельной конструкции, делают два типа разметки:
- глубина сверления (5–10 см);
- центр будущего отверстия (если толщина стыкуемой детали составляет 16 мм, он должен находиться на расстоянии 8 мм от края плиты).
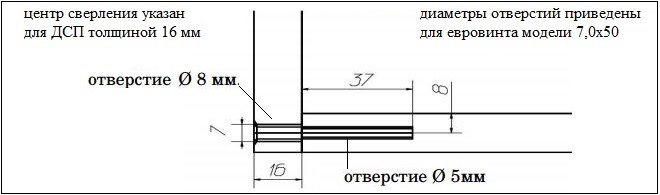
Схема сверления отверстий под евровинт
Чтобы выполнить разметку мест сверления максимально точно, можно воспользоваться следующим несложным приемом: в накладываемой детали после предварительной разметки выполняют сквозное отверстие, через которое, приложив первую деталь ко второй, вращающимся сверлом намечают место расположения второго отверстия под еврошуруп.
Выполнение отверстий
Чтобы максимально качественно выполнить отверстия под размещение конфирматов, желательно следовать нижеприведенным рекомендациям.
- Перед сверлением детали необходимо подложить под нее кусок ненужного ДСП: это позволит избежать появления сколов на выходе создаваемого отверстия.
- Формированием мест под шейку и шляпку конфирмата в уже выполненном отверстии можно заниматься, держа обрабатываемую деталь на весу.
- Выполняя сверление как в пласте детали, так и в ее торце, сверло располагают строго перпендикулярно. Это позволит получить качественный результат и не повредить деталь.
- При одновременном сверлении двух деталей их необходимо надежно зафиксировать в требуемом положении, для чего можно использовать струбцины и другие зажимные приспособления. Это наиболее точный и быстрый способ создания отверстий для конфирматов.
- При сверлении отверстий под шканты используемый инструмент желательно оснастить ограничителем глубины, что позволит не испортить обрабатываемые детали, просверлив их насквозь.
В последнее время распространённым мебельным креплением стал винт-конфирмат, или как его часто называют, евровинт. Это простой, но довольно надёжный вид крепежа, который позволяет существенно ускорить процесс сборки мебели. Однако несмотря на простоту, в работе с евровинтами существуют определённые тонкости, касающиеся подготовки отверстий для них.
Конструктивные особенности свёрл под конфирматы
Долговечное сверло под конфирмат должно обладать следующими эксплуатационными характеристиками:
- Твёрдостью в пределах 61…64
- Удовлетворительной ударной вязкостью (kc = 150…165).
- Стойкостью против изгиба.
- Термостойкостью до температур 120…150°С.
При таких параметрах инструмент может долговременно реализовать свои основные функции – быстрое формообразование внутреннего диаметра с высоким качеством, а также предотвратить сколы и иные дефекты, которые могут возникать при получении отверстий и полостей в малопластичных материалах.

Поскольку отверстия, получаемые для данной разновидности крепежа, обязательно должны иметь ступенчатый перепад диаметров по высоте, то сверло под конфирмат всегда является составным. Крепёжная часть сверла служит для присоединения оснастки к патрону дрели или станка при помощи стопорного винта. В этой части имеется глухое посадочное отверстие под установку собственно сверла, при этом посадка сверла – скользящая, с минимальными зазорами, что исключает поперечный изгиб и поломку сверла под конфирмат при его работе. Режущая часть выполняется ступенчатой. Это позволяет производить обработку нескольких диаметров за один цикл сверления.
Сверло под конфирмат имеет следующие характерные особенности своего строения:
- Острый угол заходной части, благодаря чему облегчается первоначальное вхождение инструмента в материал, и обеспечивается центровка будущего отверстия.
- Уклон в винтовой канавке, полностью совпадающий по углу с соответствующим наклоном резьбы в конфирмате.
- Полированную с повышенным качеством поверхность перьев, что снижает трение, и улучшает удаление стружки из полости обрабатываемого отверстия. Удаление стружки при этом производится через отверстия, которые расположены на торцевой части упора.
- Размер установки упорной части может быть предварительно отрегулирован так, чтобы исключить возможное пересверливание. Поэтому при работе с таким сверлом не требуется постоянного контроля за глубиной получаемого отверстия.
- Площадь контактной части упора всегда выполняется минимально допустимой — для того, чтобы сохранить стойкость сверла, и одновременно не допустить смятия боковой поверхности отверстия.
- Помимо центровки режущей части, упор производит зенкование торцевой части поверхности отверстия под головку конфирмата. Поэтому за один проход получается полностью подготовленное отверстие под ввинчивание крепежа.
Таким образом, сверло под конфирмат заменяет собой два обычных сверла – под само отверстие, и под коническую часть для головки крепежа.

Параметры изделий
Размеры
Конфирмат имеет следующий размерный ряд (первая цифра – это диаметр резьбы в миллиметрах, а вторая — это длина в миллиметрах):
- 5х40;
- 5х50;
- 6,3х40;
- 6,3х50;
- 7х40;
- 7х50;
- 7х60;
- 7х70.
Ниже приведет вес 1000 штук метизов:
- Винт-конфирмат 5х40 мм – 4,4 кг.
- Винт-конфирмат 5х50 мм – 5,49 кг
- Винт-конфирмат 6,3х40 мм – 7,0 кг.
- Винт-конфирмат 6,3х50 мм – 8,3 кг.
- Винт-конфирмат 7х40 мм – 7,2 кг.
- Винт-конфирмат 7х50 мм – 9,0 кг.
- Винт-конфирмат 7х60 мм – 14,0 кг.
- Винт-конфирмат 7х70 мм – 21,0 кг.
Конфирматы изготавливают по европейским стандартам 3E120 и 3E122.
О процессе монтажа конфирматов расскажет этот видеоролик:
https://youtube.com/watch?v=aSe80rh9kkc
Евровинт, он же конфирмат
Евровинты бывают разных типов, наиболее часто применяемые – это 6х50, 7х50, 7х70. Длинные конфирматы используются реже, например для соединения деталей из 32мм ДСП. наиболее ходовой типоразмер – 6х50.
Евровинтамы детали соединяются под прямым углом, то есть в одной детали сверлится отверстие в плоскости самой детали, а в другой (меньше отверстие, куда закручивается собственно резьба конфирмат) – в торце детали. Ниже приведены основные параметры самого конфирмат. Можно подбирать диаметры сверл для выполнения отверстий под крепления еврогвинтамы в обоих скрепляемых деталях.
Виды конфирматов и отверстий под них
Поскольку данный вид крепежа применяется исключительно для слоистых материалов типа ДВП, фанеры или ламината, особое значение имеет точность размеров соответствующего отверстия, а также перпендикулярность его оси опорной поверхности. Несмотря на то, что ГОСТа на конфирматы пока нет, крепёж уже имеет свои особенности и размерный ряд, которого негласно придерживаются производители. Это:
- Специальная асимметричная резьба под дерево на стержне, с увеличенным, против обычного шагом.
- Отсутствие острой кромки на торце стержневой части.
- Увеличенная головка, состоящая из невысокого цилиндрического подголовка и развитого усечённого конуса, на торце которого высаживается отверстие под внутренний шестигранник (иногда такое отверстие выполняется и в идее крестообразного шлица).
- Стержень конфирмата должен состоять из гладкой цилиндрической части, которая примыкает к подголовку (она обеспечивает центрирование крепежи и придаёт соединению повышенную жёсткость) и резьбовой части.
- Особый угол профиля резьбы (45°), который обеспечивает надёжное соединение материалов между собой.
Конфирматы выпускаются из оцинкованной стали типа сталь 08 по ГОСТ 1050 и – реже – из анодированного алюминия. К крепежу обычно прилагается изогнутый торцевой ключ.

Отверстия, изготавливаемые в ламинированных/шпонированных панелях, должны соответствовать следующим размерам серийно производимых свёрл:
Аббревиатура HSS (High-Speed Steels) означает, что для изготовления свёрл под конфирмат должны применяться быстрорежущие инструментальные стали. Наиболее подходящими марками из отечественных сталей этого класса считаются Р18 и Р9М5, а ближайшим зарубежным аналогом является сталь марки HSS 4341.

Особенности конструкции
Отверстие должно быть ступенчатым, так как конфирмат имеет части разного диаметра. Поэтому и специальные сверла под него должны повторять форму крепежа. Добиться этого удается с помощью соответствующей конструкции.
С патроном дрели соединяется крепежная часть. В ней имеется отверстие (глухое) под съемное сверло. Посадка последнего — скользящая, производится с незначительным зазором. Это предотвращает изгиб и поломку. Режущая часть — ступенчатая, позволяющая сделать отверстие с несколькими диаметрами за один раз. Конструкция может быть и неразборной.
Сверло для евровинта обладает следующими особенностями строения:
- Передняя часть выполнена под острым углом. Это необходимо для лучшего вхождения и обеспечивает центровку отверстия.
- Угол винтовой канавки — такой же, как у резьбы в конфирмате. Крепеж хорошо заходит и надежнее держит.
- Можно регулировать положение упорной части. Это помогает избежать пересверливания: не нужно дополнительно следить за глубиной дырки.
- Полировке поверхности перьев придается особое значение. Это уменьшает трение и способствует лучшему удалению стружки. Последняя убирается через отверстия в торце упора.
- Контактная площадь упора делается как можно меньше, чтобы не сминать боковые поверхности дырки. Стойкость сверла остается в допустимых пределах.
- Упор не только центрирует, но и осуществляет зенкование, необходимое для лучшего захода шляпки. То есть отверстие получается под ключ, можно сразу вставлять конфирмат.
Сверление в двух деталях одновременно
Такой вариант считается самым точным и, к тому же, самым быстрым. Но для того, чтобы сделать отверстие в двух деталях одновременно, перед сверлением вам нужно будет их зафиксировать. Для этого могут понадобиться специальные зажимы, струбцины и другие приспособления.
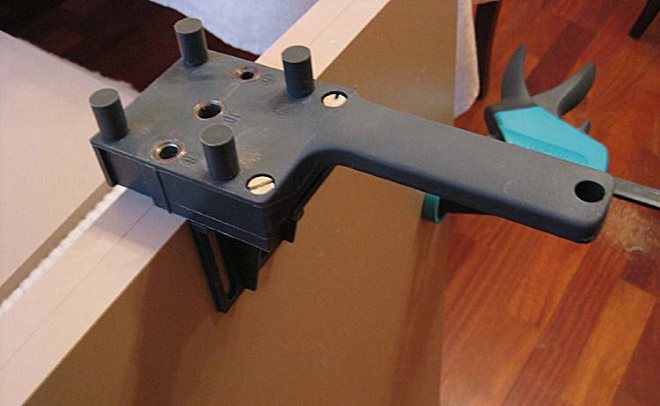
Приспособления для сверления отверстий
Чтобы каждый раз не размечать 8 мм от края как в пласт, так и по торцу, можно использовать специальное приспособление, которое, кстати, легко сделать самому.
Оно представляет собой некий деревянный шаблон с металлической втулкой для сверла внутри.
Выглядит вот так, смотрите фото:
А это уже более профессиональная штука:
Смотрите короткое видео по точному сверлению отверстий в ДСП под конфирматы и сборке мебельных деталей:


